



一、什么是线束?
线束是用来传递信息信号或操作信号的成串电线、电缆的总合。线束的扎束材料有夹子、缆带、套筒、电工胶带或此类材料的结合使用。
二、组装工艺流程
1.线束子料号的制作必须要比照定位板来确定裁线尺寸。
在目前线束组装过程中,常常是可以满足子料号的尺寸,却不能满足定位板尺寸,造成很多不必要的浪费。子料号同样要电测和全检。
2.线束的布线。
①将各子料号按照图面的要求平铺于定位板上。
②在布线时,首先要一个区域一个区域的去放,单一区域的子料号放完后,再去放跨区域的子料号。
③跨区域的子料号也要先放简单的,再放复杂的。
3.插PIN(部分未插PIN的TER必须先插入到对应的连接头)。
绑线(绑线位置按定位板,绑线的起点一般是在定位板中双线的起点位置)。
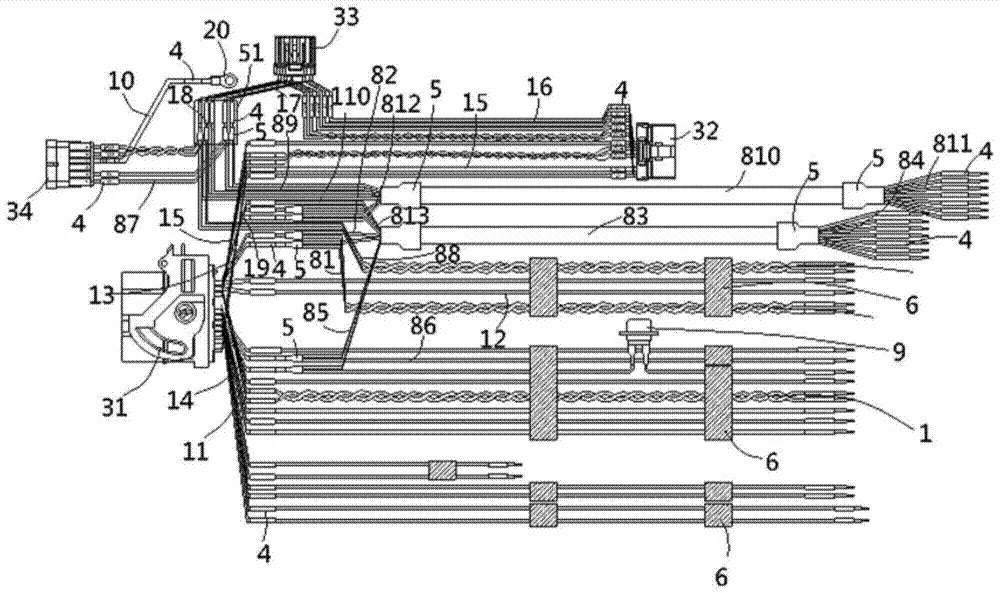
△某设备内控制盒的线束布线结构
4.电测。
①由于组装线的线位较复杂,因此测试资料必须严格地核对。
②经PE & QE都确认后才能进行测试。
5.全检。
①检查端子和CONN是否在公差带之内。
②检查绑线环是否均匀。
③检查零部件装配方法是否正确。
6.线束子料号的入库。
子料号必须经OQC检验PASS后, 方可进行后续动作。
三、组装工艺要求
1.线束加工组装好后,所有的线束要平行,且不能移动。但是,绑线绳或束线带不能卡伤线材。
2.插PIN或焊接时,芯线不能缠绕在一起,但也不能太紧。
3.布线时,各子料号的端子、HOUSING和D-SUB、IDC、CONN必须与定位板的标示吻合。
4.各子料号线材必须按定位板上的路线进行布置。
5.绑线时,绳子要从绑线环的下边垂直移动。
6.束线带要打紧,并且尾巴不能超过1mm。
7.绑线时,两个绑线环之间的距离为25mm左右,且每条绳子绑到结尾处要保留尾巴10mm左右。
8.每条绳子在开始和结尾处要打死结。
9.绑线时,不能将绳子打圈或缠绕。不能将连接器卡在定位钉上,用力拉绳子,应将绳子的线头固定在定位钉上,再绑线。否则,易造成端子拉断芯线或端子脱落。
四、组装质量标准
线束组装成成品后,要检测线束线路导通率,要求达到导通率为100%,无短路、短路、错路现象。同时还要具备线束客户所需求的质量标准,包装时提供安全质量保证书等。
线束组装检测环节每一步都力求做到一丝不苟,务求精益求精,按照ISO 9001:2015质量管理体系去规范作业要求。

 点赞
点赞
关注我们:











系统提示



暂未获得追溯平台使用权限,下载《追溯平台申请书》,填写企业信息盖章后上传,审核通过即可获得平台使用权限。

