



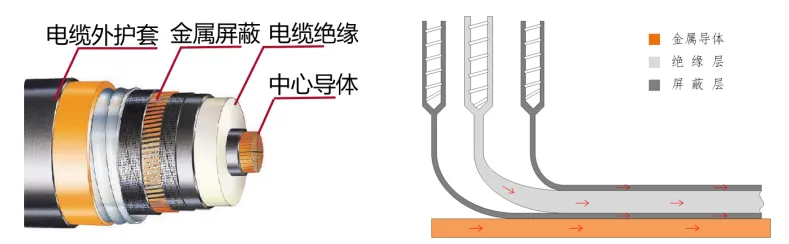
将多根绝缘线芯按一定的规则绞合成电缆的工艺过程叫成缆。绝缘线芯直径相同的叫对称成缆,否则叫非对称成缆。实际生产中,成缆包括两道工序,即线芯(填充)绞合和绕包带层。

那么,绞线成缆工艺要求都有哪些呢?
一、成缆节距比
成缆节距的长度与成缆直径的比值为结节距比,这是成缆工序控制的一个主要指标。在节距选择时,一般绞合线芯截面愈大,则成缆节距应愈小。小截面电缆节距比可选为70~80,因为大截面电缆成缆机械应力很大。若节距过大将使柔软性降低,不易稳定。 为保证成缆结构的稳定性和成缆后不产生蛇形,应选择较小的成缆节距。圆形XLPE电缆成缆节距比宜选择为25~30,扇形PVC电缆成缆节距比宜选择为40~60。
二、成缆方向 、填充
考虑到电缆安装、敷设、中间接头的方便,统一规定成缆的方向为右向。绝缘纷芯在成缆后要得到园整的电缆,必须填充绝缘线芯间的空隙。填充材料主要有:塑料绳、塑料管、塑料条、聚丙烯撕裂膜、石棉绳等。
三、成缆质量控制
塑料绝缘电力电缆绕包的铜带及成缆绕包带,要求绕包平整、紧实、无折叠、打絡、起兜等现象。塑料绝缘电力电缆的不圆度(同一截面上的最大直径与最小直径的差除以平均直径)应不超过15%。
四、配模
绝缘线芯在成缆时受到很大的扭力(将产生内应力),为避免过度变形而造成绝缘损伤,成缆一般采用多模来完成。
(1)第一道压模孔径比成缆直径大1.0~2.5㎜,只起合拢作用。注意不要使扇形翻身。
(2)第二道压模孔径比成缆直径小0~0.6㎜,起第一次紧压作用。
(3)第三道压模孔径比成缆直径小0~0.4㎜,起定型作用。包带与包带模的距离愈短成缆愈紧密。
配模的松紧是否合适,可用以下方法检查:
(1)电缆在模内不摆动,用手转线芯无松感。
(2)压模与绝缘线芯摩擦产生热量,用手摸压模应不烫手。
(3)绝缘线芯出压模的表面质量应无拉焦、挤、压、划伤痕迹。
五、成缆检验和处理
绞合完成后,还要对成缆进行检验和处理,以确保其质量符合标准和要求。
检验是指对成缆进行外观、尺寸、性能等方面的测试,以发现并排除可能存在的缺陷或问题。例如,可以用目测、量规、仪器等方法检查成缆是否有裂纹、划痕、气泡、松散、偏斜等现象,以及是否达到规定的直径、长度、阻抗等参数。
处理是指对成缆进行必要的加工或修复,以提高其品质或功能。例如,可以用切割、打孔、涂层、包装等方法对成缆进行形状调整、接头制作、防水防腐、美观包装等操作。

 点赞
点赞
关注我们:











系统提示



暂未获得追溯平台使用权限,下载《追溯平台申请书》,填写企业信息盖章后上传,审核通过即可获得平台使用权限。

