



聚乙烯(PE)由于具有良好的机械强度、韧性、耐热性、绝缘和化学稳定性,被广泛地应用于电力电缆、市话电缆的绝缘和护套上。但是由于聚乙烯本身的结构原因,使得它的耐环境应力开裂性能较差,特别是聚乙烯用作大截面的铠装电缆外护套时,开裂问题尤为突出。

一、PE护套开裂的机理
PE护套开裂主要有以下两种情况:
一种是耐环境应力开裂,指的是电缆在安装运行后,护套在组合应力的作用或者环境介质接触时,从表面开始产生的脆性开裂现象。这种开裂一般是由两个因素造成的,一是护套存在内应力,二是电缆护套长时间接触了极性液体。这类开裂主要取决于材料本身耐环境应力开裂性能,通过多年的材料改性研究这种情况已得到根本解决。
另一种是机械应力开裂,是因为电缆在结构上存在缺点或者护套挤出工艺不合适,护套在结构上存在较大的应力,且容易产生应力集中,使电缆在施工放缆时产生变形而开裂。这种开裂在大截面的钢带铠装层的外护套中更为明显。

二、PE护套开裂原因及改善措施
(一)电缆钢带结构的影响
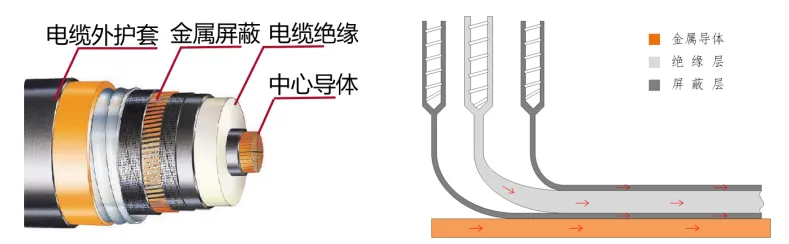
当电缆的外径较大时,铠装层一般采用双层钢带间隙绕包而成。根据电缆外径的不同,钢带厚度有0.2mm、0.5mm和0.8mm之分。铠装钢带的厚度越大,刚性越强,塑性就越差,钢带上下层的间距越大。在挤出拉伸过程中,导致铠装层的表面上下层钢带之间的护套厚度差很大。在外层钢带边缘的部分护套厚度最薄,内部应力最集中,是未来发生开裂的主要位置。为避免铠装钢带对外护套的影响,在钢带和PE外护套间绕包或挤包一定厚度的缓冲层,缓冲层应紧密均匀、无褶皱、无凸起。缓冲层的加入,改善了两层钢带之间的平整度,使PE护套料的厚度均匀,在加上PE护套的收缩作用,使得护套既不会出现松包现象,也不会包的太紧,从而减小了内应力。
(二)电缆生产工艺的影响
大外径铠装电缆护套挤塑工艺存在的主要问题是护套挤出时冷却不够,模具配制不合理,拉伸比过大,造成护套中内应力过大。大规格电缆因护套厚、外径大,一般挤出生产线水槽的长度和体积有限,护套挤出时从二百多度的高温冷却至常温比较困难。挤出后若护套冷却不充分,靠近铠装层的护套部分会比较软,电缆在成品盘弯曲时很容易造成钢带在护套表面造成切痕,致使在施工放缆时,外护套承受较大外力而开裂。另一方面护套冷却不够,会造成电缆成盘后进一步冷却产生较大内收缩力,使护套在较大外力作用下开裂的几率上升。为了保证电缆充分冷却,可适当增加水槽的长度或者体积,在保证护套塑化良好的基础上适当降低挤出速度,保证上盘时电缆护套内外层已冷却充分。同时考虑到聚乙烯为结晶型聚合物,宜采用分段降温的温水冷却方式,以减小冷却过程中产生的内应力。一般采用由70-75℃冷却至50-55℃,最后冷却至室温的方法。
(三)电缆成盘弯曲半径的影响
电缆成盘时,电缆厂家需要按照行业标准JB/T 8137.1-2013规定,选择合适的交货盘。但是当用户要求的交货长度较长时,大外径大段长的成品电缆,选用适宜的盘具十分困难。有些生产厂家为保证交货长度,不得不减小盘具的筒体直径,造成电缆弯曲半径不够,铠装层因电缆弯曲过大而产生位移,对护套产生较大的剪切力,严重时铠装钢带毛边会扎破缓冲层直接嵌入护套内,使护套沿钢带边沿产生裂纹或裂缝。在施工放缆时,电缆受到横向弯切力和拉力很大,造成成品电缆从盘上展开后护套沿裂纹方向开裂,电缆盘靠近筒体层的电缆更易开裂。
(四)现场施工及敷设环境的影响
规范电缆施工,严格按照GB/T 50168-2018要求进行施工,建议尽量降低放缆速度,避免对电缆产生过大的侧压力、弯切力和拉力,避免电缆表面的碰撞,文明施工。同时保证施工时电缆的最小安装弯曲半径符合国标GB/T 12706.1-2020的规定,单芯铠装电缆弯曲半径≥15D,三芯铠装电缆弯曲半径≥12D(D为电缆外径)。电缆敷设前最好在50-60℃条件下放置一段时间,使护套中的内应力得到释放。同时避免电缆长时间在太阳下暴晒,因为暴晒时,电缆不同侧面温度不一致,容易产生应力集中,在电缆施工放缆时,增加了护套开裂的风险。
三、结语
大截面铠装聚乙烯电缆护套开裂问题是电缆厂家须面对的一个难题。为提高电缆PE外护套的耐开裂性能,应从护套材料本身、电缆结构、生产工艺及敷设环境等多方面控制,延长电缆的使用寿命,保证电缆的质量。

 点赞
点赞
关注我们:











系统提示



暂未获得追溯平台使用权限,下载《追溯平台申请书》,填写企业信息盖章后上传,审核通过即可获得平台使用权限。

